Differenza tra acciaio armato caldo e armato freddo confronta la differenza tra termini simili
January 05, 2023
Sia il rotolamento a caldo che il rotolamento a freddo sono processi per formare piastre o profili in acciaio e hanno una grande influenza sulla struttura e sulle proprietà dell'acciaio.
Il rotolamento di acciaio si basa principalmente sul rotolamento a caldo e il rotolamento a freddo è generalmente utilizzato solo per produrre prodotti in acciaio con dimensioni precise come piccole sezioni e piastre sottili.
1. Condizioni comuni in acciaio freddo e rotondo a caldo
Filo: 5,5-40 mm di diametro, arrotolato, tutto rotto a caldo. Dopo il disegno a freddo, è un materiale disegnato a freddo.
Acciaio rotondo: oltre ai materiali luminosi con dimensioni precise, sono generalmente a calore e ci sono anche materiali forgiati (con segni di forgiatura sulla superficie).
Acciaio a strisce: sia i prodotti a caldo che laminato a freddo, e i prodotti a freddo sono generalmente più sottili.
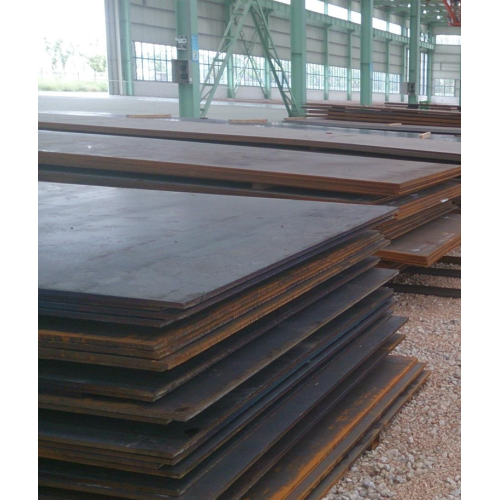
Piatta in acciaio: le piastre a freddo sono generalmente più sottili, come le piastre automobilistiche; Esistono molte piastre di spessore medio-rotte, alcune delle quali sono simili nello spessore delle piastre lamotate a freddo e il loro aspetto è ovviamente diverso.
Acciaio angolare: tutto laminato a caldo.
Tubo di acciaio: sia laminato a caldo saldato che a freddo.
Canale d'acciaio e raggio H: laminato caldo.
Barra in acciaio: materiale laminato a caldo.
2. Rolling caldo
Per definizione, i lingotti in acciaio o le billette sono difficili da deformare ed elaborare a temperatura ambiente e sono generalmente riscaldati a 1100-1250 ° C per il rotolamento. Questo processo di rotolamento si chiama Hot Rolling.
La temperatura di terminazione del rotolamento a caldo è generalmente di 800-900 ° C e quindi viene generalmente raffreddata nell'aria, quindi lo stato di rotolamento a caldo è equivalente al trattamento normalizzato.
La maggior parte dei prodotti in acciaio viene lanciata con il metodo di rotolamento caldo. A causa delle alte temperature, l'acciaio erogato nello stato rotti a caldo ha uno strato di scala di ossido sulla superficie, quindi ha una certa resistenza alla corrosione e può essere immagazzinato all'aria aperta.
Tuttavia, questo strato di scala di ossido di ferro rende anche ruvida la superficie dell'acciaio rotto a caldo e le dimensioni fluttuano notevolmente. Pertanto, è necessario l'acciaio con superficie liscia, dimensioni accurate e buone proprietà meccaniche per utilizzare prodotti semifiniti a calore o prodotti finiti come materie prime e quindi rolli a freddo per la produzione.
vantaggio:
La velocità di formazione è veloce, l'output è elevata e il rivestimento non è danneggiato. Può essere trasformato in una varietà di forme trasversali per soddisfare le esigenze delle condizioni di utilizzo; Il rotolamento a freddo può causare una grande deformazione plastica dell'acciaio, aumentando così il punto di snervamento dell'acciaio.
discordanza:
1. Sebbene durante il processo di formazione non vi sia alcuna compressione di plastica termica, ci sono ancora sollecitazioni residue nella sezione, che influenzerà inevitabilmente le caratteristiche complessive e locali di instabilità dell'acciaio;
2. Lo stile dell'acciaio a sezione lagolato a freddo è generalmente una sezione aperta, che riduce la rigidità torsionale della sezione. È facile da svolgere quando è piegato ed è facile allacciarsi quando è compresso e le sue prestazioni torsionali sono scarse;
3. Lo spessore della parete dell'acciaio formato a freddo è piccolo e non c'è ispessimento negli angoli in cui le piastre sono collegate, quindi la capacità di resistere ai carichi concentrati locali è debole.
3. Rolling a freddo
Il rotolamento a freddo si riferisce al metodo di rotolamento di estrusione dell'acciaio con la pressione dei rotoli a temperatura ambiente per cambiare la forma dell'acciaio. Sebbene il processo riscalda anche la piastra in acciaio, è ancora chiamato rotolamento a freddo.
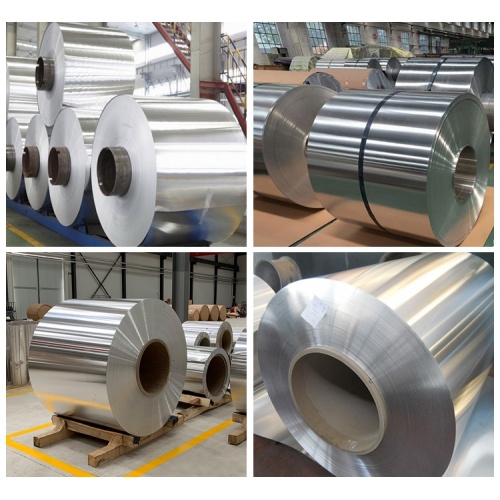
In particolare, le bobine in acciaio a calore vengono utilizzate come materie prime per il rotolamento a freddo e la lavorazione della pressione viene eseguita dopo il decapaggio per rimuovere la scala e il prodotto finito è bobine a laminazione dura.
Generalmente, l'acciaio a freddo come l'acciaio zincato e la piastra in acciaio a colori devono essere ricotti, quindi anche la plasticità e l'allungamento sono buone ed è ampiamente utilizzato in automobili, elettrodomestici, hardware e altri settori. La superficie del lenzuolo a freddo ha un certo grado di levigatezza e si sente più liscia al tatto, principalmente a causa del decapaggio. Generalmente, la finitura superficiale del foglio rotte a caldo non può soddisfare i requisiti, quindi la striscia in acciaio lamotata a caldo deve essere rollata a freddo e lo spessore più sottile della striscia in acciaio lamotata a caldo è generalmente 1,0 mm e il freddo La striscia in acciaio arrotolata può raggiungere 0,1 mm. Il rotolamento a caldo è rotolare sopra il punto di temperatura di cristallizzazione e il rotolamento a freddo è rotolare sotto il punto di temperatura di cristallizzazione.
Il cambio di forma in acciaio per rotolamento a freddo appartiene a una deformazione fredda continua. L'indurimento a freddo causato da questo processo aumenta la forza e la durezza delle bobine leroniche e riduce la duttilità e gli indicatori di plasticità.
Per l'uso finale, il rotolamento a freddo deteriora le prestazioni di stampaggio e il prodotto è adatto a parti con una semplice deformazione.
vantaggio:
Può distruggere la struttura di fusione del lingotto d'acciaio, perfezionare i granuli dell'acciaio ed eliminare i difetti della microstruttura, in modo che la struttura dell'acciaio sia densa e le proprietà meccaniche sono migliorate. Questo miglioramento si riflette principalmente nella direzione di rotolamento, in modo che l'acciaio non sia più isotropico in una certa misura; Le bolle, le crepe e le sciolte formate durante il versamento possono anche essere saldati a temperature e pressione elevate.
discordanza:
1. Dopo il rotolamento caldo, le inclusioni non metalliche (principalmente solfuri e ossidi, nonché silicati) all'interno dell'acciaio vengono premute in fogli sottili e si verificano stratificazione. La delaminazione deteriora notevolmente le proprietà dell'acciaio in tensione attraverso lo spessore e c'è la possibilità di lacerare interlaminari mentre la saldatura si restringe. La deformazione locale indotta dal restringimento della saldatura raggiunge spesso più volte la deformazione nel punto di snervamento, che è molto più grande della deformazione causata dal carico;
2. Stress residuo causato da raffreddamento irregolare. Lo stress residuo è lo stress interno di auto-equilibrio senza forza esterna. Le sezioni in acciaio a calore di varie sezioni hanno questo tipo di stress residuo. Generalmente, maggiore è la dimensione della sezione dell'acciaio di sezione, maggiore è la sollecitazione residua. Sebbene lo stress residuo sia l'auto-equilibrio, ha ancora una certa influenza sulle prestazioni del membro dell'acciaio sotto l'azione della forza esterna. Ad esempio, può avere effetti negativi su deformazione, stabilità, resistenza alla fatica, ecc.
Quattro. Sommario
La differenza tra rotolamento a freddo e rotolamento caldo è principalmente la temperatura del processo di rotolamento. "Freddo" significa temperatura normale e "caldo" significa alta temperatura.
Da un punto di vista metallologico, il confine tra laminazione a freddo e il rotolamento a caldo dovrebbe essere distinto dalla temperatura di ricristallizzazione. Cioè, il rotolare sotto la temperatura di ricristallizzazione è il rotolamento a freddo e il rotolare sopra la temperatura di ricristallizzazione è il rotolamento a caldo. La temperatura di ricristallizzazione dell'acciaio è di 450-600 ° C.
Le principali differenze tra rotolamento caldo e rotolamento a freddo sono:
1. Aspetto e qualità della superficie
Poiché la piastra fredda è ottenuta dalla piastra calda dopo il processo di rotazione fredda e un po 'di finitura superficiale verrà eseguita contemporaneamente, la qualità della superficie (come la rugosità superficiale) della piastra fredda è migliore di quella della piastra calda , quindi se il prodotto se esiste un requisito più elevato per la qualità del rivestimento come la pittura successiva, le piastre fredde sono generalmente selezionate e le piastre calde sono divise in piastre in salamoia e piastre non raccolte. La superficie della piastra sottaceta ha un normale colore metallico a causa del decapaggio, ma non è che la superficie è rotta a freddo, quindi la superficie non è ancora alta come la piastra fredda e la superficie della piastra non piegata di solito Uno strato di ossido, blabero o uno strato nero di tetroxide di ferro ferrico. In termini di Layman, sembra che sia stato cotto dal fuoco e se l'ambiente di stoccaggio non è buono, di solito avrà un po 'di ruggine.
2. Performance
In generale, le proprietà meccaniche delle piastre calde e delle piastre fredde sono considerate indistinguibili nell'ingegneria, sebbene vi sia un certo indurimento del lavoro delle piastre a freddo nel processo di rotolamento a freddo, (ma non esclude i rigorosi requisiti sulle proprietà meccaniche, Quindi bisogno di trattarli in modo diverso), la piastra fredda di solito ha una resistenza a snervamento leggermente più elevata rispetto alla piastra calda e anche la durezza superficiale è più alta, a seconda del grado di ricottura della piastra fredda. Ma in ogni caso, la resistenza della piastra fredda ricotta è superiore a quella della piastra calda.
3. Formabilità
Poiché le prestazioni delle piastre calde e fredde non sono sostanzialmente molto diverse, i fattori che influenzano le prestazioni di formazione dipendono dalla differenza nella qualità della superficie. Poiché la qualità della superficie è migliore di quella della piastra fredda, in generale, per piastre di acciaio dello stesso materiale, la piastra fredda è migliore della piastra fredda. L'effetto di formazione della piastra calda è migliore.